
������
�����YӍ

��˾��
�����x���������ٹ����呼� ���g(sh��)�l��
2015-07-31 ��Դ�������x�� ���ߣ� ��x����
�����x���������ٹ����呼� ���g(sh��)�l��
1 ����
���˜�Ҏ(gu��)���˸��ٹ����呼����g(sh��)Ҫ�����z�����z��Ҏ(gu��)�t����־���|(zh��)���C���ļ���
���˜��m���ڽ�(j��ng)煰λ�(f��)煰εĸ��ٹ���䓵���呼��������˜�Ҏ(gu��)������������ٹ���䓵���呼�Ҳ�Ʌ���ʹ����
2 Ҏ(gu��)���������ļ�
�����ļ����ڱ��ļ��đ�(y��ng)���DZز����ٵġ�����ע���ڵ������ļ����Hע���ڵİ汾�m���ڱ��ļ������Dz�ע���ڵ������ļ��������°汾���������е��ĆΣ��m���ڱ��ļ���
GB/T 224 䓵�Ó̼����Ȝy����
GB/T 1814 䓲Ĕ�ڙz
GB/T 9943 ���ٹ����
JB/T 4009 ���|ʽ���v��ֱ��̽������
3 ���g(sh��)Ҫ��
3.1 呼����Π�ͳߴ瑪(y��ng)����呼��D�Ӽ���ˇ�ļ���Ҫ����
3.2 呼�������ڵľֲ��������ۯB���l(f��)�����Ѽy��ȱ��������Ȳ��ó��^��߅�ӹ��������Hֵ��1/2��
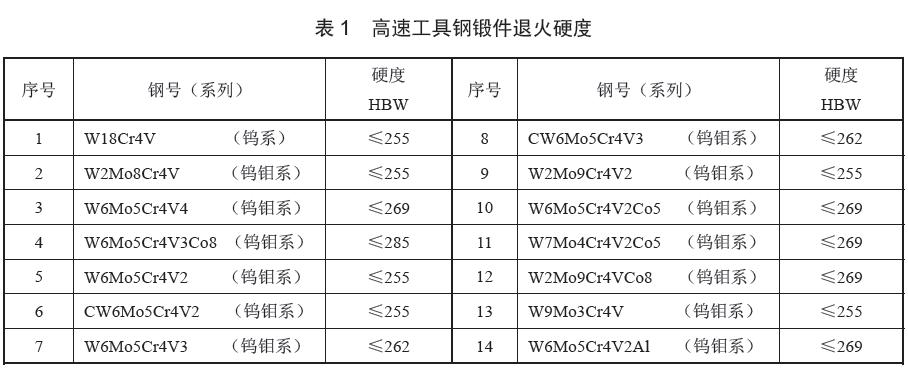
3.3 呼���(y��ng)��(j��ng)�˻�̎�����˻��Ӳ�ȑ�(y��ng)���ϱ� 1 ��Ҏ(gu��)�����cGB/T 9943 ��Ҏ(gu��)��һ����
3.4 呼��˻��Ó̼����Ȳ��ó��^��߅�ӹ��������Hֵ��1/2������ȱ�ݺ�Ó̼�ӯB�Ӻ�Ŀ���Ȳ��ó��^��߅�ӹ��������Hֵ��2/3��
3.5 呼���ڱ�횾��������������Ѽy��������ȱ����
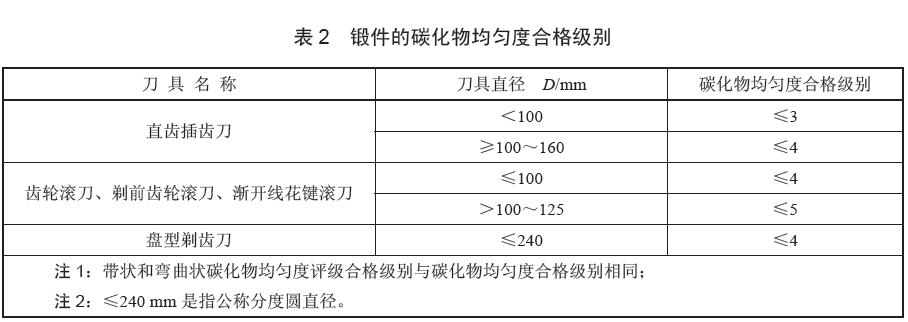
3.6 呼���̼�������Ⱥϸe��(y��ng)���ϱ� 2 ��Ҏ(gu��)����
4 �z��
4.1 һ��Ҏ(gu��)��
4.1.1 呼����Π��c�ߴ��ØӰ塢�Θ˿����ֱ����Ͽ��Q�Ȝy�����ߙz����
4.1.2 呼��ı����|(zh��)����Ŀ�y�z����
4.1.3 Ӳ�șz(y��ng)���� GB/T 230.1 ��GB/T 231.1 ��Ҏ(gu��)����
4.1.4 Ó̼�әz(y��ng)���� GB/T 224 ��Ҏ(gu��)����
4.1.5 ��ڙz(y��ng)���� GB/T 1814 ��Ҏ(gu��)����
4.1.6 呼���(n��i)���Ѽy��ȱ�ݵij��z�y��(y��ng)���� JB/T 4009 ��Ҏ(gu��)����
4.2 ̼�������șz�
4.2.1 ԇ�ӵ���ȡ
����(j��)呼��Π���������Ҏ(gu��)����ȡԇ�ӣ�
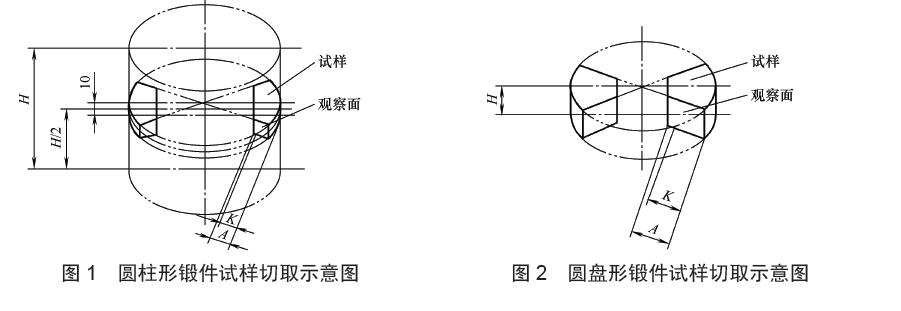
a���A����呼�����呼��߶�H ��������g��ȡ��ȴ���10 mm һƬ��Ȼ����ֱ��������ȡԇ�ӃɉK��ԇ��߅�LA ��(y��ng)���ڻ���ڙz�鲿λ�ߴ�K��Ҋ�D1����
b���A�P��呼�����呼�ֱ��������ȡԇ�ӃɉK��ԇ��߅�LA ��(y��ng)���ڻ���ڙz�鲿λ�ߴ�K��Ҋ�D2
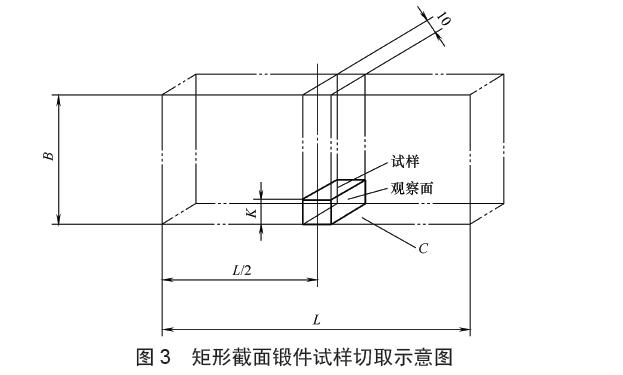
c�����ν���呼�����呼��L��L �����g��ȡ��ȴ���10 mm һƬ��Ȼ���ؿv����ȡԇ��һ�K��ԇ�Ӹ߶ȵ��ڙz�鲿λ�ߴ�K��Ҋ�D3����
�z�鲿λ�ߴ� K �����ߵ��пڲ��ֳߴ��5 mm Ӌ�㡣�����ν���呼������ߴ�K ��Ӌ��ֵ���ھ����L߅B ��1/2 �r��K ֵȡB ��1/2��
�X݆�L������ǰ�X݆�L����ֱ�X���X�����P�����X�����u�_�����I�L���ęz�鲿λ�ߴ� K ����3��Ҏ(gu��)����

 �����W(w��ng)���� 44190002002768̖
�����W(w��ng)���� 44190002002768̖